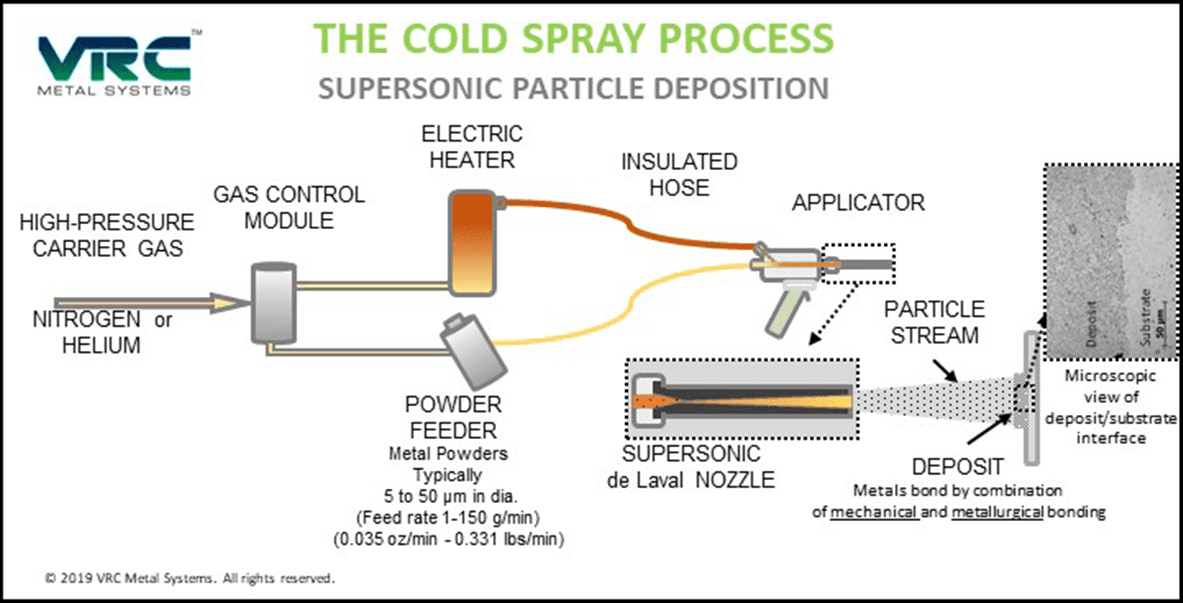
Cold spray, also referred to as supersonic particle deposition, is a high-energy solid-state coating and powder consolidation process. It is an efficient method for the application of metals, metal alloys, and metal blends for numerous applications.
Cold spray uses an electrically heated high-pressure carrier gas, like nitrogen or helium, to accelerate metal powders through a supersonic de Laval nozzle above a critical velocity for particle adhesion. The bonding mechanism is a combination of mechanical interlocking and metallurgical bonding from re-crystallization at highly strained particle interfaces.
Cold
spray can create mixtures of metallic and nonmetallic particulates to form a
coating or freestanding structure by means of ballistic impingement upon a
substrate. The cold spray process is applicable to corrosion-resistant coatings
(zinc and aluminum), dimensional restoration and repair (nickel, stainless
steel, titanium, and aluminum), wear-resistant coatings (chromium carbide –
nickel chromium, tungsten carbide – cobalt, and tungsten copper),
electromagnetic interference (EMI) shielding of components and structures, high
strength dissimilar material coatings for unique manufacturing solutions, and
field repair of components and systems.
Benefits of Cold Spray
There are many benefits to using cold spray in lieu of thermal sprays, including:
Very low heat input with no “heat-affected zone”
Structural properties can be achieved
No real limit on deposition thickness
High deposit efficiency typically > 80%
Bond strengths > 10 ksi [68 MPa]
Coating Strengths > 40 ksi [275 MPa]
Porosity commonly < 1%
Powder microstructure and properties are preserved
No oxide formation, alloy decomposition, combustion product entrapment
Compressive residual stresses in coating, rather than tensile
How Cold Spray Works
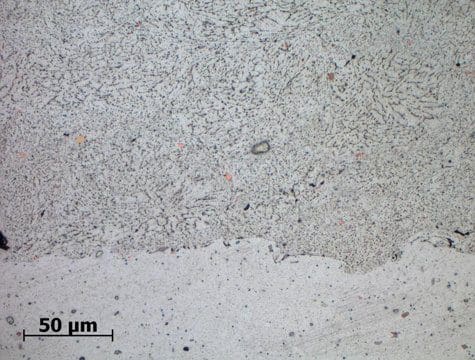
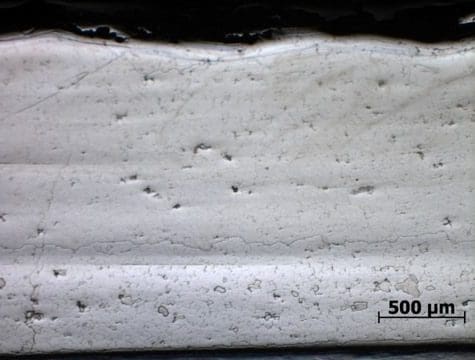
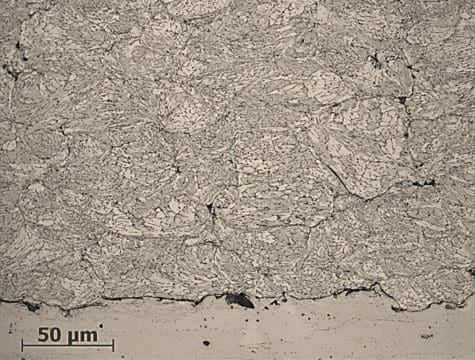
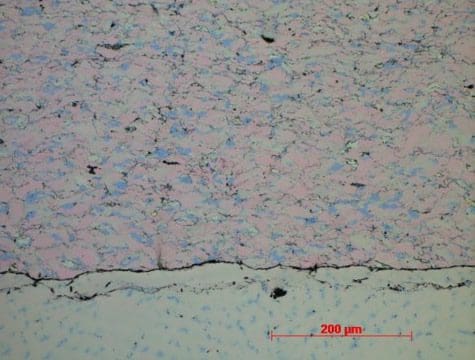
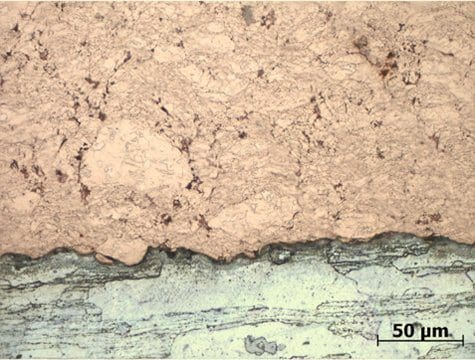
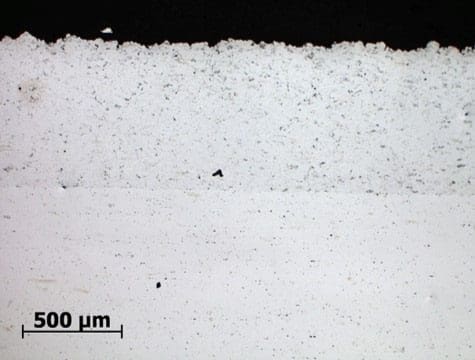
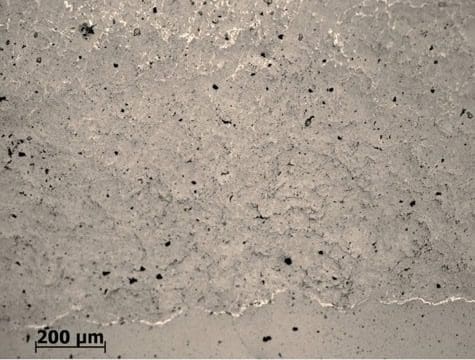
Microstructural Observations
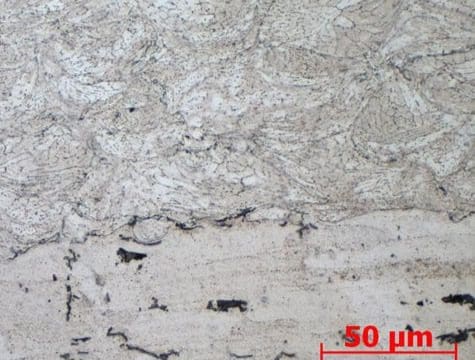
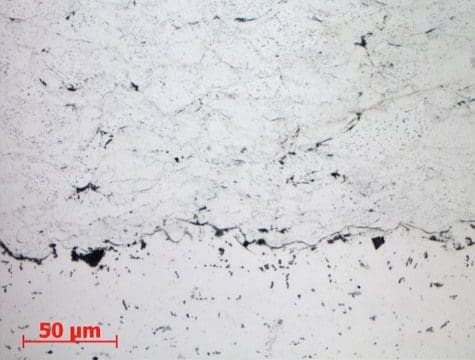
Cold spray presents some fascinating microstructural characteristics:
Because the process occurs rapidly (<1 sec), there is virtually no time for particle oxidation or phase transformation, even if using air as the carrier gas, or exposing the particle to high temperatures.
Coatings show signs of true dynamic recrystallization and the formation of nano-grains at particle-particle interfaces.
Coatings generally have high dislocation density and consequently similar or higher hardness than the base alloy.
Therefore, coatings also generally have much lower ductility than the base metal, however, high pressure cold spray can have ductility of 3-5% or more.
Cold spray heat input to a substrate can be minimized, and has been shown to create no measurable heat affected zone (HAZ) in substrates of aluminum alloys like 7075.
Physics and Metallurgy
Using very high particle velocities, you can create metal coatings that are anywhere from two to ten times stronger than conventional thermal spray coatings, depending on the material deposited. The step change in performance is the result of a shift from predominantly mechanical interlocking to primarily metallurgical bonding resulting from a high degree of re-crystallization at highly strained particle interfaces. The greater the extent of the re-crystallization across the particle boundaries, the closer the properties of the coating come to meeting book values for wrought materials.
Cold Spray Materials
Cold spray has been successfully demonstrated on a very broad range of metallic, ceramic, and thermosetting polymeric materials. While not exhaustive, the materials below represent some of the deposits that we have specifically evaluated to date using our system.
Aluminum Alloys
Al 6061
The most common high strength Al alloy, cold spray strengths > 40 ksi [275 MPa] while maintaining > 3% ductility are repeatable.
Al 7075
Used in aerospace, the highest strength cold spray deposits have been achieved with this alloy (> 60 ksi) [413 MPa].
Al 2024
Also commonly used in the aerospace industry, strengths over 50 ksi [344 MPa] with 4-6% elongation as-sprayed have been achieved.
Steel Alloys
SS316
Adhesion Strength > 10 ksi [68 MPa]
4340
Adhesion Strength > 10 ksi [68 MPa]
M300
Adhesion Strength > 10 ksi [68 MPa]
Copper Alloys
CP Cu
CP Copper on 1100 Cu
Adhesion Strength > 10 ksi [68 MPa]
Hardness: 180 HV
BAM is a unique and patented high hardness low-friction material developed by AMES and can be licensed from New Tech Ceramics.
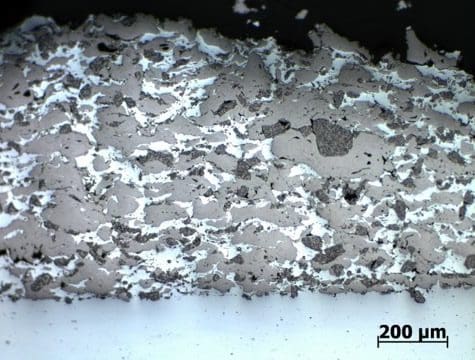
Cold Spray vs. Thermal Spray
Cold spray is in the family of thermal spray processes; however, it has the lowest overall temperatures and highest velocities of the thermal spray family. As a result, cold spray coatings are deposited in the solid state and possess the highest strengths of any thermal spray process.
Cold spray coatings can generally retain bulk powder microstructure except in regions of extreme plastic deformation at particle boundaries, where dynamic recrystallization can occur resulting in a submicron grain structure and high levels of particle-particle bonding, and it does not increase the oxide content in the coating over the base oxygen level present in the starting powder. Because it is a solid-state process, the coatings are in a generally compressive, rather than tensile, residual stress state. This can have a positive impact on fatigue and mechanical strength of the coating.
Benefits of Cold Spray vs. Thermal Spray
No heat affected zone
No oxidation of cold spray materials
Higher strength coatings for most metal alloys
No intermetallic formation for dissimilar metal coatings
No limit on deposition thickness
Minimal masking requirement due to focused particle spray path
No toxic fumes
Precise gas temperature control
Hand operable
What is Cold Spray Useful For?
Cold spray has proven to be a useful, cost-effective solution for a variety of industrial applications, including:
Aerospace
Maritime
Automotive
Heavy Equipment
Military
Energy
Get the exclusive 12-page info pack to find out how VRC helps fellow engineering organizations maximize their business output for free